-
Tian Dong Industrial Park, Decheng District Economic and Technological Development Zone, Dezhou City
Kann UHMWPE zuverlässig geklebt werden? Oberflächenvorbereitung + Klebstoffoptionen
Sie können UHMWPE verkleben. Nicht mit Magie. Mit guten Oberflächenvorbereitung, das Recht Klebstoffchemie, und eine saubere, wiederholbare Prozessfenster. In diesem Leitfaden halte ich die Informationen einfach, praxisorientiert und auf den realen Einsatz in der Werkstatt bezogen - vor allem für Eis-Kunststoff-Paneele in Eisbahnen und Trainingsplatten verwendet.
Kurz und bündig: UHMWPE hat geringe Oberflächenenergie. Beheben Sie zuerst die Benetzung (Aktivierung) und wählen Sie dann einen Klebstoff, der für Niedrigenergie-Oberfläche (LSE) Kunststoff. Wenn man diese beiden Dinge richtig macht, hält die Verbindung.
Inhaltsübersicht
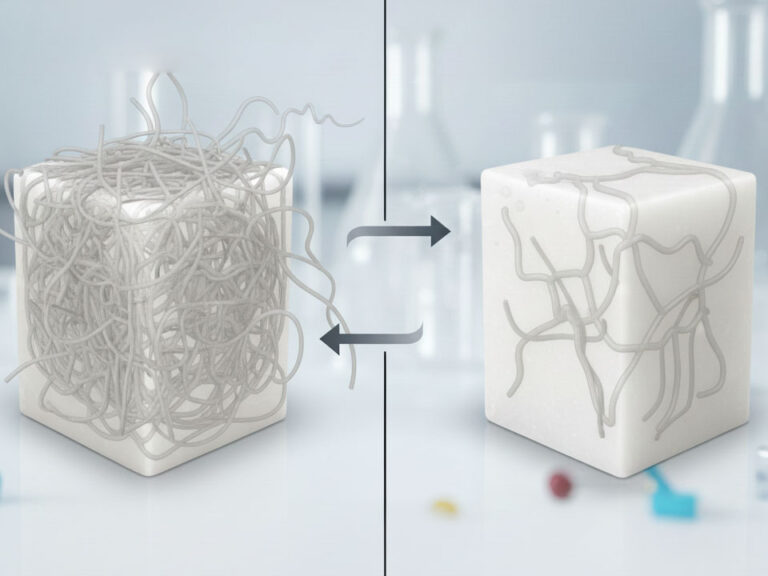
Warum UHMWPE “schwer zu kleben” ist (niedrige Oberflächenenergie)
- Die Oberfläche von UHMWPE verhält sich wie ein gewachstes Auto. Klebstoff will abperlen.
- Geringe Durchfeuchtung → schlechter inniger Kontakt → schwache Haftung, auch wenn der Klebstoff selbst stark ist.
- Also verändern wir die Oberfläche. Wir aktivieren. fügen Sie einige polare Gruppen hinzu und geben Sie dem Klebstoff etwas zum Festhalten.
Schlüsselwörter, die Sie interessieren: Niedrige Oberflächenenergie (LSE), Wet-out, Oberflächenaktivierung, Bondline, Lap-Shear, T-Peel, Verweilzeit.
Optionen für die Oberflächenvorbereitung (geordnet nach Zweckmäßigkeit)
1) Atmosphärisches Plasma / Korona-Behandlung
Hebt die Oberflächenenergie schnell an. Sauberes und trockenes Verfahren. Gut für Bleche und Strangpressprofile.
Hinweis zum Geschäft: Behandeln → Bindung bald. Die Aktivierung nimmt mit der Zeit ab.
2) Flammenbehandlung
Mit dem richtigen Abstand und der richtigen Geschwindigkeit eine saubere Flamme abgeben. Einfaches Getriebe. Schneller Zyklus.
Aufpassen: Wenn es zu heiß oder zu langsam ist, werden die Kanten “glasiert” oder verzogen.
3) Leichter Abrieb + Abwischen mit Lösungsmittel
Sehr leichtes Abschleifen, um die tatsächliche Fläche zu vergrößern und die Formtrennung zu entfernen. Dann mit zugelassenem Lösungsmittel abwischen.
Tipp: Nicht zu sehr aufrauen. Tiefe Kratzer können zu Rissbildungen führen.
4) Chemisches Ätzen (selten in der Produktion)
Aggressiv und chaotisch. Kann die Energie erheblich steigern, bereitet aber auch Kopfschmerzen in Bezug auf Sicherheit und Einhaltung der Vorschriften. Nur verwenden, wenn man weiß, was man tut.

Klebstoffoptionen für LSE-Kunststoffe (was wirklich klebt)
Strukturelle Acrylate für LSE
Zweikomponenten-Acrylate, die für PP/PE/UHMWPE formuliert sind. Gute Überlappungsschärfe und Schälfestigkeit. Funktioniert mit minimaler Vorbehandlung, aber noch besser nach Plasma/Beflammung.
Cyanacrylat + PO-Grundierung
Schnelle Halterung. Gut für kleine Teile, Unterlegscheiben, Schnellspannvorrichtungen. Verwenden Sie Polyolefin (PO)-Grundierung damit er anbeißt.
Grenze: Nicht die beste Lösung für hohe Ablöse-/Aufprallwerte auf großen Platten.
Modifizierte Polyolefine / Hybridsysteme
Einige Hotmelts und Hybride benetzen UHMWPE besser als Standardqualitäten. Nützlich für die Plattenmontage mit flexiblen Verbindungen.
Epoxide
Hervorragend geeignet für Metalle und viele Kunststoffe, aber nicht ideal für unbehandeltes UHMWPE. Kann trotzdem funktionieren nach Aktivierung plus geeignete Grundierung, mit konstruktiver Unterstützung (größere Klebefläche, Überlappungsverbindungen, Verrundungen).
Was funktioniert wo am besten? (Anwendungsfall geführt)
- Eisbahnfliesen / Trainingsplätze / Bandenauskleidungen: Strukturelles Acryl + Plasma oder Flamme.
- Kantenverkleidungen, Logos, Protektoren: Cyanacrylat + PO-Grundierung für Schnelligkeit; Wechsel zu Acryl, wenn die Belastung steigt.
- Bodenmatten, Anti-Rutsch-Kappen: Hybride oder Acryle; großzügige Überlappung und eine flexible Bondline gestalten.
Wir liefern UHMWPE Eis-Kunststoff-Paneele und kann die Kanten vorbereiten, um die Konsistenz der Verklebung zu verbessern. Wenn Sie OEM/ODM-Läufe benötigen, kann Dongxing Rubber den Aktivierungsschritt auf die Taktzeit Ihrer Linie abstimmen - kein großes Theater, nur ein stabiler SOP. Wir führen auch UHMWPE- und HDPE-Platten für kundenspezifische Vorrichtungen und Lehren rund um den Bondbereich.
Vergleichstabelle: Prep + Adhesive Pairings (Schnellselektor)
| Ziel / Szenario | Oberfläche vorbereiten | Kleber Typ | Spielzeit* | Dauerhaftigkeit | Anmerkungen |
|---|---|---|---|---|---|
| Große Fugen von Platte zu Platte (Eisbahnplatten) | Plasma oder Flamme + leichte Abrasion | LSE strukturelles Acryl | Kurz bis mittelschwer | Hoch | Beste Mischung aus Schälen und Stoßen; gut für den Außenbereich geeignet, wenn versiegelt |
| Kleine Klammern, Etiketten, Schutzvorrichtungen | PO-Fibel | Cyanacrylat | Sehr kurz | Mittel | Schnell gebaut; nicht für hohe Schalen |
| Gemischte Substrate (UHMWPE zu Aluminium) | Plasma + entfettetes Metall | LSE strukturelles Acryl | Mäßig | Hoch | Verrundung hinzufügen; für Scherung auslegen |
| Flexible Nähte, geringe Belastung | Leichter Abrieb | Hybrid / modifiziertes Polyolefin | Kurz | Mittel | Gute Benetzbarkeit, einfache Anwendung |
| Laborreparatur / Notreparatur | Minimal (nur sauber) | Cyanacrylat + Grundierung | Sehr kurz | Low-Med | Feld-Patch; Upgrade später |
Prozessfenster, die tatsächlich halten
- Zuerst reinigen. Entfernen Sie Trennmittel, Staub und Fingerabdrücke.
- Aktivieren. Plasma oder Flamme. Halten Sie die Prozessparameter fest: Abstand, Geschwindigkeit und Anzahl der Durchgänge.
- Schnell binden. Warten Sie nicht Stunden. Aktivierungsalter.
- Kontrollieren Sie die Dicke der Bondlinie. Verwenden Sie Abstandshalter oder Perlen. Zu dünn → spröde; zu dick → kriecht.
- Druck + Fixierung. Sogar quetschen, keine ausgehungerten Gelenke.
- Aushärtung nach Spezifikation. Respektieren Sie die Verweilzeit und die vollständige Aushärtung vor dem Beladen. Ich weiß, es ist verlockend, etwas zu überstürzen - tun Sie es nicht.
- Versiegeln Sie die Kanten, wenn Sie im Freien arbeiten. Bessere Feuchtigkeits- und Frost-Tau-Stabilität.
Kleine sprachliche Anmerkung: Ja, “es funktioniert”, wenn man das Fenster dicht hält.
Design-Tipps, die Sie morgen nutzen können
- Scherung begünstigen, Schälung reduzieren. Verwenden Sie Überlappungsverbindungen, keine Stoßverbindungen. Fügen Sie eine kleine Radiusverrundung hinzu.
- Thermische Bewegung anpassen. UHMWPE bewegt sich mehr als Metall. Schlitze oder schwimmende Laschen hinzufügen.
- Größerer Fußabdruck ist besser als dickerer Klebstoff. Vergrößern Sie die Überlappungsfläche, bevor Sie versuchen, superdick aufzutragen.
- Testen Sie den schlimmsten Fall. Kälteste Temperatur, nasse Oberfläche, eiliger Bediener. Wenn es dort passiert, ist es robust.
Qualitätskontrollen (einfach, aber wirkungsvoll)
- Dyne-Marker oder Kontaktwinkel-Stichprobe direkt nach der Aktivierung. Wenn die Tinte abperlt, ist Ihr Prozess abgedriftet.
- Gutscheine für Zeugen bei jeder Charge. Gleiche Vorbereitung, gleiche Aushärtung, schnelle Überlappung - Scherzug oder Schälprüfung.
- Peel-and-LookNach dem manuellen Schälen sagt das Versagen die Wahrheit.
- Kohäsives Versagen bei Klebstoffen: gute Haftung, eventuell Dicke anpassen.
- Der Klebstoff lässt sich sauber von UHMWPE ablösen: Oberflächenenergie zu niedrig; Aktivierung korrigieren.
- Riss des Substrats (selten bei UHMWPE): Streber, aber achten Sie auf Stressverursacher.
Beispiel aus der Praxis: Eis-Trainingsplatten-Panel
- Teil: UHMWPE Eis-Kunststoff-Paneele für das Heimtraining.
- Joint: Platte-zu-Platte-Verbindungen und unterseitige Rippen.
- Vorbereiten: Leichter Abrieb an den Klebezonen → Plasmapass → sofortige Verklebung.
- Klebstoff: Zweikomponenten-Acrylat der LSE-Qualität, kontrollierter Wulst (Bondline ~dünn-mittel).
- Befestigen: Einfaches Klemmen mit gleichmäßigem Druck; schnelle Kontrolle mit Fühlerlehren.
- Das Ergebnis: Stabiles Abziehen über die Nähte, kein Abplatzen bei kaltem Wetter nach Zyklen.
Wir halten die Aktivierung und das Bonding in einer Zelle, so dass die aktivierte Oberfläche nicht altert - dieses kleine Detail erspart viele Kopfschmerzen.
Wenn Sie auch Kanten mit Eisbahnprodukte wie z. B. Armaturenbrettverkleidungen oder Trittbleche, synchronisieren Sie die Vorbereitung, damit Paneele und Verkleidungen das gleiche Behandlungsfenster sehen. Bei Installationen im Freien auf Trainingsdecks sollten Sie Folgendes berücksichtigen Bodenschutzmatten um Substrate während der Aushärtung flach zu halten.
Häufige Fehler
- Bindung lange nach der Aktivierung. Die Oberfläche “schläft ein”.”
- Ausgehungerte Gelenke. Sie haben zu stark gedrückt oder hatten keine Abstandshalter.
- “Epoxid repariert alles.” Nicht bei unbehandeltem UHMWPE.
- Übermäßige Aufrauhung. Tiefe Kratzer = Stresskonzentratoren.
- Schmutzige Lappen und geheimnisvolle Lösungsmittel. Verwenden Sie zugelassene Reinigungsmittel und fusselfreie Tücher.
Wo wir uns einfügen (OEM/ODM, Massenlieferung, schnelle Muster)
Hersteller von technischen Hochleistungs-Kunststoffprodukten ist unser Ding. Wir stellen UHMWPE- und HDPE-Platten her, Eisbahnprodukte, Bodenmatten und mehr. Für Großeinkäufer und Personalisierungsteams übernehmen wir Sondergrößen, Serienfertigung, OEM/ODM, und Großeinkauf. Muster gehen schnell raus; Produktionsläufe werden nach Ihrem Zeitplan geplant. Dongxing Rubber unterstützt Private-Label-Anforderungen und kann Folgendes integrieren Aktivierung + Bindung Schritte in Ihren SOP, wenn Sie einen schlüsselfertigen Weg benötigen. Benötigen Sie schnell lieferbare Paneele oder Übungsplatten für den Außenbereich? Wir bieten auch Schnelle Matten und Dura-Matten für Bereitstellungsräume, sowie UHMWPE-Platten für Lehren und Vorrichtungen.
Mini-FAQ
F: Kann ich die Aktivierung überspringen, wenn ich LSE-Acrylglas verwende?
A: Manchmal klebt es, aber die Ränder werden dünn. Machen Sie die Aktivierung, wenn Sie können. Das ist eine billige Versicherung.
F: Schrauben oder Kleber?
A: Für abnehmbare Platten verwenden Sie Schrauben und Klebepunkte. Für dauerhafte Nähte verwenden Sie vollflächige strukturelle Verklebungen mit vorgesehenen Überlappungen.
F: Frost und Tau im Freien?
A: Kontrollieren Sie die Dicke der Verklebung, versiegeln Sie die Kanten und testen Sie, ob es nicht zu kalt ist. Überstürzen Sie die Aushärtung bei kaltem Wetter nicht.
Zusammenfassung
UHMWPE kann verklebt werden zuverlässig. Behandeln Sie die Oberfläche (Plasma oder Flamme), wählen Sie eine LSE-fähiger Klebstoff, und schließen Sie ein festes Prozessfenster. Gelenke konstruieren für Scherung, kontrollieren die Bondline, und überprüfen Sie dies durch schnelle Kontrollen. Wenn Sie das tun, bleiben Ihre Eisbahnplatten, Schutzvorrichtungen und Matten an Ort und Stelle - auch wenn der Winter sich meldet.